Reinforced Reaction Injection Molding (RRIM)
In the RRIM process, two or more reactive resins are metered and impingement-mixed under high pressure to form a thermosetting polymer, injected into a mold, and then cured.
RRIM composites have a number of processing advantages including very fast cycle time, low labor, low mold clamping pressure and low scrap rate. RRIM uses reinforcements to improve the properties of the resin. With the use of reinforcements, polymerization shrinkage is reduced, thermal expansion is reduced, droop and sag of the composite at elevated temperatures is minimized and other key properties such as stiffness, tensile strength and tensile elongation are generally improved. Milled fibers or flakes can be added directly to the resin before reacting in the mixing head.
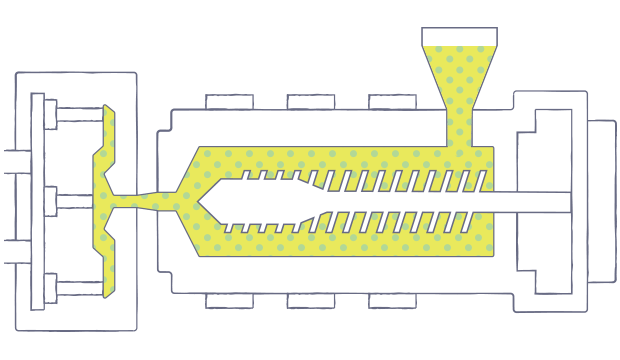
Metering is accomplished with high pressure pumps or injection cylinders. Typically, a small mixing chamber is used. The two resin streams enter from opposite sides of mix chamber under high pressure. Mixing occurs from the energy-intensive collision of these two resin streams. Although the streams are mixed at very high pressure, the result is a low viscosity liquid. The low viscosity mixed resin is easily injected into the mold at relatively low pressure, 50 psi (345kPa). Polymerization takes place very quickly within the mold cavity with little or no additional heat required.
Resins and Reinforcement:
The RRIM process requires special resins and reinforcements. A number of resins, including epoxies, polyesters, nylons and polyurethanes have been successfully developed for RRIM processing. Today, polyurethane is the predominate resin in RRIM. Most of the urethanes used are elastomeric and range in flex modulus from 20,000 psi to well over 500,000 psi (170MPa to 3.5 GPa). The basic RRIM reinforcements are chopped or hammer milled glass fiber and glass flake.
Variations on a RRIM theme:
Variations of the RRIM process include structural RIM (SRIM). In this process, chopped fiber preforms or mats are positioned in the mold cavity. The mold is clamped and resin is injected into the mold cavity. The reacting resin remains liquid long enough to completely fill the mold and penetrate the reinforcing fibers. Then the resin quickly cures.
Applications:
Presently, transportation is the principal market for RRIM products. Automotive and truck applications for RIIM parts include Class A body panels, fascia, bumper beams, spare tire covers, floor pans and other similar products. The advent of controllable reactivity resins such as polyuria/amide has introduced a trend toward larger machines, larger clamps and larger parts. Very large RRIM molded parts weighing over 100 pounds have already been produced. Breakthrough applications such as this clearly indicate that the future trend in RRIM products will be toward increased market acceptable featuring larger and more sophisticated parts.