Solid Surface Molding
Solid surface is a void-free casting made from a blend of polyester resin or acrylic resin, initiator, ATH, color chips, and pigment.
Solid surface can be formulated to achieve a wide variety of looks and cosmetic effects, such as simulating natural granite stone. For this reason, it is often used to manufacture products like kitchen countertops.
In contrast to the gel coated surface of cultured marble, solid surface parts are homogeneous throughout. This makes it possible to join fabricated pieces with inconspicuous seams and to repair and refinish the surface to its original condition.
Solid surface, or densified, castings are made using vacuum-mixing techniques to produce a matrix that is void free. This produces a material that presents a uniform surface when it is cut, sanded, or bonded. Solid surface castings are post-cured at elevated temperatures (in the range of 200 degrees Fahrenheit) to enhance the physical properties of the matrix and produce a stable product. Solid surface can be compression molded, which is a high-pressure, closed-molding process suitable for molding high volumes of complex solid surface parts. The compression molding process uses matched metal-heated molds mounted in large hydraulic presses.
Compression molding produces fast molding cycles and high part uniformity but requires a high capital investment in tooling and equipment. Features such as inserts, ribs, bosses or attachments can be molded in. Good surface finishes can contribute to lower part-finishing costs. Subsequent trimming and machining operations are minimized in compression molding. This process is capital intensive and labor-efficient. Labor costs are low due to the fast cycle times and reduced post-mold finishing, while capital costs are high for heated-metal tooling and molding presses. Compression molding is a good option for large production volumes of uniform parts.
Engineered Stone Molding
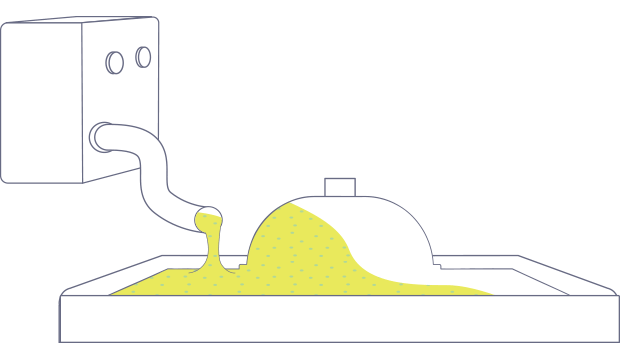
Engineered stone refers to cast products that combine natural stone materials with polymer casting resins. These products, by virtue of the actual stone in the matrix, are the hardest and most durable product of all consumer-grade cast polymer products. Features include: high heat resistance, low thermal expansion, and good stain or scratch resistance. The engineered stone matrix bonds relatively large sized particles (compared with fillers) of natural stone with a thermoset resin. Typically a small amount of resin (8 to 15 percent by weight) is combined with the stone particles and poured into an open-cavity mold; or a vacuum-assisted press technique can be used to extract air from the matrix and compress it into a low porosity casting.